

Danh mục sản phẩm
- Sơn và Mực in
- Chất tạo màng
- Hoàn thiện bề mặt kim loại
- Polymer
- Phụ gia thực phẩm
- Hóa dầu
- Thiết bị
- Trang thiết bị y tế
-
Viên gỗ nén
Tìm kiếm sản phẩm
Kim loại
Báo cáo thử nghiệm quy trình mạ Crom trang trí
BÁO CÁO THỬ NGHIỆM QUY TRÌNH MẠ CROM TRANG TRÍ Cr3+ TRÊN NỀN NICKEL
GIỚI THIỆU
Từ hàng chục năm nay, quy trình mạ crom được thực hiện trên nền dung dịch cơ bản của axit cromic (CrO3), H2SO4 và một số phụ gia. Dung dịch này có một số ưu điểm là khả năng vận hành ổn định, kinh tế, khả năng chịu tạp chất cao …Tuy nhiên nó lại có nhược điểm là sử dụng CrO3 có chứa gốc Cr6+, đây là tác nhân oxi hóa mạnh ngoài môi trườn tự nhiên, gây ảnh hưởng đến sức khỏe người lao động, gây ăn mòn thiết bị và đặc biệt gây nguy hiểm cho môi trường nếu như nước thải không được xử lý triệt để.
Do nhược điểm trên của dung dịch mạ crom truyền thống, trên thế giới đã phát triển nhiều công nghệ mạ crom trên nền dung dịch Cr3+, và nhiều nước đã có quy trình mạ Cr3+ đã được thương mại hóa. Nhiều nhà sản xuất châu Âu đã yêu cầu bắt buộc phải mạ từ dung dịch Cr3+ đối với các sản phẩm cần mạ crom.
Tại Việt Nam, chính phủ chưa có quy định bắt buộc phải mạ crom từ dung dịch Cr3+, tuy nhiên do nền kinh tế có quan hệ thương mại với nhiều nước trên thế giới, đặc biết là châu Âu, Nhật bản và Mỹ nên nhu cầu mạ crom từ dung dịch Cr3+ là cần thiết trong tương lai gần. Do vậy việc tìm hiểu và áp dụng thử nghiệm một quy trình mạ Cr3+ tiến tới áp dụng cho các nhà sản xuất là một yêu cầu bức thiết trong ngành công nghiệp mạ điện (xi mạ) hiện nay.
NỘI DUNG
Kể từ tháng 5.2010, MDI Metal đã tiến hành mạ thử nghiệm dung dịch Cr3+ trên nền lớp mạ nickel với quy trình cụ thể như sau:
1. Tẩy dầu mỡ
2. Mạ Nickel bán bóng
3. Mạ nickel bóng
4. Mạ Cr3+.
- Dung dịch mạ Cr3+ đặc chế: 500 lít
- Máy chỉnh lưu 1 chiều: 500A – 15V
- Gia nhiệt điện (cần thiết khi pha dung dịch).
- Sục khí
- Anode: than chì graphite
- Máy trao đổi ion để loại bỏ tạp chất kim loại (chì, đồng, kẽm, nickel, sắt..).
Quá trình thử nghiệm trên nhiều sản phẩm khác nhau: các chi tiết xe đạp, xe máy, bàn ghế nội thất…và chúng tôi nhận được các kết quả sau:
1. Lớp mạ crom trên nền dung dịch Cr3+ vẫn có độ trắng sáng của Crom, nhưng màu sẫm hơn so với lớp mạ trên nền dung dịch Cr6+.
2. Điện thế cần thiết để mạ dung dịch Cr3+ cao hơn từ 3-6 V so với dung dịch mạ Cr6+.
3. Lớp mạ dung dịch Cr3+ có khả năng chịu tạp chất (chì, đồng, kẽm, sắt, nickel..) kém hơn nhiều so với dung dịch Cr6+. Tuy nhiên với sự trợ giúp của máy trao đổi ion thì tạp chất được loại bỏ và dung dịch vận hành rất ổn định.
4. Lớp mạ có độ phân bố và che phủ tốt, các khe kẽ hoặc lỗ nhỏ trên sản phẩm bình thường rất khó khi mạ Cr6+ thì rất dễ dàng với dung dịch mạ Cr3+ này.
5. Có thể mạ Crom gián đoạn mà không ảnh hưởng đến lớp mạ, tức là đang mạ mà bị ngắt điện thì sau đó vẫn mạ tiếp được, lớp mạ không bị “cháy”. Lớp mạ cũng không bị cháy tại mật độ dòng cao.
6. Cần thiết sử dụng anode than chì có tỷ trọng 1.8 g/cm3. Các loại than chì khác có tỷ trọng thấp hơn đều không phù hợp vì co thể làm cho anode bị tan ra bể mạ, gây ảnh hưởng đến màu sắc lớp mạ.
7. Lớp mạ có độ chống ăn mòn thấp hơn so với lớp mạ từ dung dịch Cr6+, tuy nhiên nếu được phủ một lớp chống ăn mòn đặc chế thì lớp mạ Cr3+ cho độ chống ăn mòn cao tương đương lớp mạ từ dung dịch Cr6+.
8. Tốc độ mạ crom từ dung dịch Cr3+ khá cao, khoảng 0.13 micron/phút.
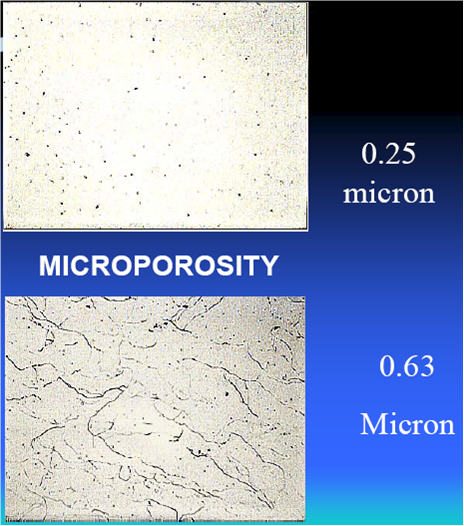
9. Lớp mạ Crom từ dung dịch Cr3+ có khả năng tự nứt tế vi khi đạt độ dày trên 0.5 micron. Do vậy có thể loại bỏ được bước mạ nickel kim trong quá trình mạ nickel trước đó.
10. Việc xử lý nước thải đơn giản, chỉ có 1 bước trung hòa bằng dung dịch kiềm. Lượng chất thải rắn sau khi xử lý cũng ít hơn so với xử lý nước thải từ dung dịch Cr6+.
KẾT LUẬN
Quy trình mạ Cr3+ đặc chế mà MDI Metal đã thử nghiệm có thể áp dụng thương mại hóa tại các nhà máy với nhiều ưu điểm như sau:
1. An toàn cho môi trường do không sử dụng Cr6+ và không sử dụng chì kim loại làm anode.
2. Chi phí xử lý nước thải thấp hơn nhiều so với dung dịch mạ Cr6+.
3. Không bị “cháy” tại vùng mật độ dòng cao
4. Lớp mạ có khả năng tự nứt tế vi, do vậy không cần thiết phải mạ nickel kim trước khi mạ Crom.
5. Anode bằng than chì có tuổi thọ cao, gần như không phải thay thế.
6. Có khả năng phân bố tốt, do vậy mạ được các khu vực khuất, khe kẽ mà bình thường dung dịch mạ Cr6+ không mạ được.
7. Khả năng chịu sự gián đoạn cao của mật độ dòng điện mà không ảnh hưởng đến lớp mạ.
8. Khả năng phân bố độ dày rất tốt.
